In this article, we will explore the features and applications of custom silicone couplers, and why they are the ultimate solution for your industrial needs.
Custom Silicone Couplers
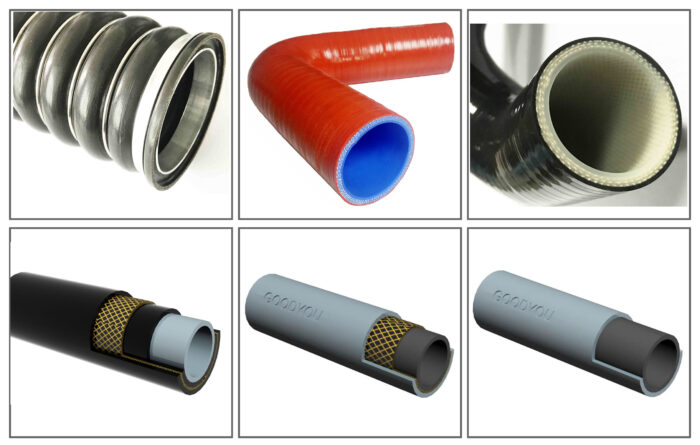
Custom silicone couplers are designed to meet the specific requirements of various industries, such as chemical processing, food and beverage, and pharmaceuticals.
They are made from high-quality silicone materials that ensure durability and resistance to harsh chemicals. The couplers are available in a range of sizes and shapes to fit different applications.

Features of Custom Silicone Couplers
Custom silicone couplers offer a range of features that make them the ultimate solution for your industrial needs. Some of these features include:
Durability: Custom silicone couplers are made from high-quality silicone materials that ensure long-lasting performance and resistance to wear and tear.
Flexibility: The couplers are designed to be flexible, allowing them to adapt to different applications and environments.
Chemical resistance: Custom silicone couplers are resistant to harsh chemicals, making them ideal for use in chemical processing and other industries where exposure to chemicals is a concern.
Easy to clean: The couplers are easy to clean and maintain, ensuring optimal performance and hygiene.
Applications of Custom Silicone Couplers
Custom silicone couplers have a wide range of applications across various industries. Some of the most common applications include:
Chemical processing: Custom silicone couplers are used in chemical processing to transfer fluids and gases without any leakage or contamination.
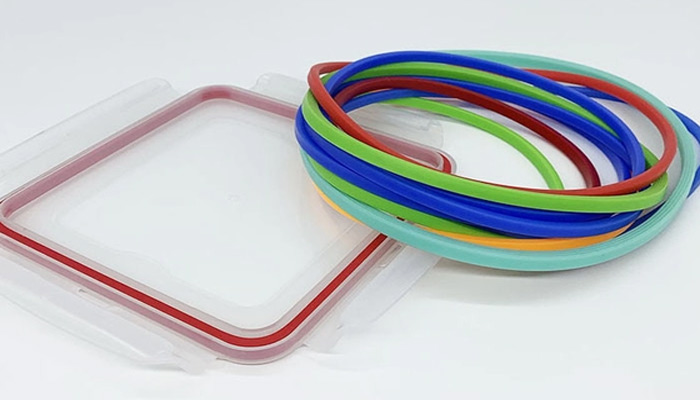
Food and beverage: The couplers are used in the food and beverage industry to transfer liquids and gases without any risk of contamination.
Pharmaceuticals: Custom silicone couplers are used in the pharmaceutical industry to transfer fluids and gases in a sterile environment.
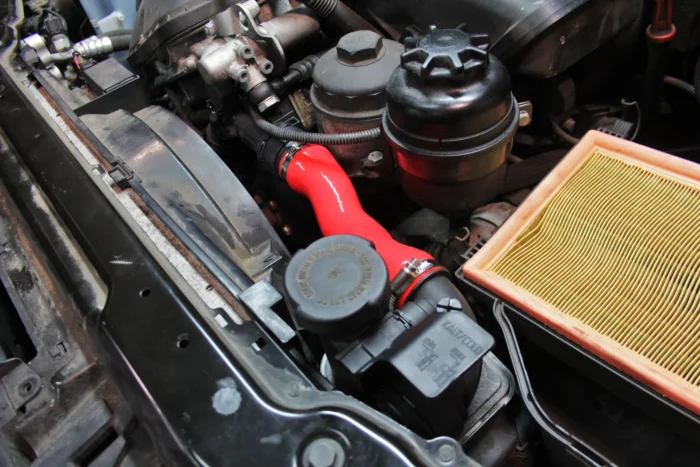
Automotive: The couplers are used in the automotive industry to transfer fluids and gases in high-performance vehicles.

Why Choose Custom Silicone Couplers?
There are several reasons why custom silicone couplers are the ultimate solution for your industrial needs. Some of these reasons include:
Customization: Custom silicone couplers are tailor-made to meet your specific requirements, ensuring a perfect fit and optimal performance.
Durability: The couplers are made from high-quality silicone materials that ensure long-lasting performance and resistance to wear and tear.
Flexibility: The couplers are designed to be flexible, allowing them to adapt to different applications and environments.
Cost-effective: Custom silicone couplers are a cost-effective solution for your industrial needs, as they are designed to meet your specific requirements and reduce waste.
Conclusion:
In conclusion, custom silicone couplers are the ultimate solution for your industrial needs. They offer a range of benefits, including durability, flexibility, and resistance to harsh chemicals.
The couplers are tailor-made to meet your specific requirements, ensuring a perfect fit and optimal performance. With custom silicone couplers, you can ensure optimal performance, hygiene, and cost-effectiveness in your industrial applications.